


0
Giỏ hàng
Giỏ hàng
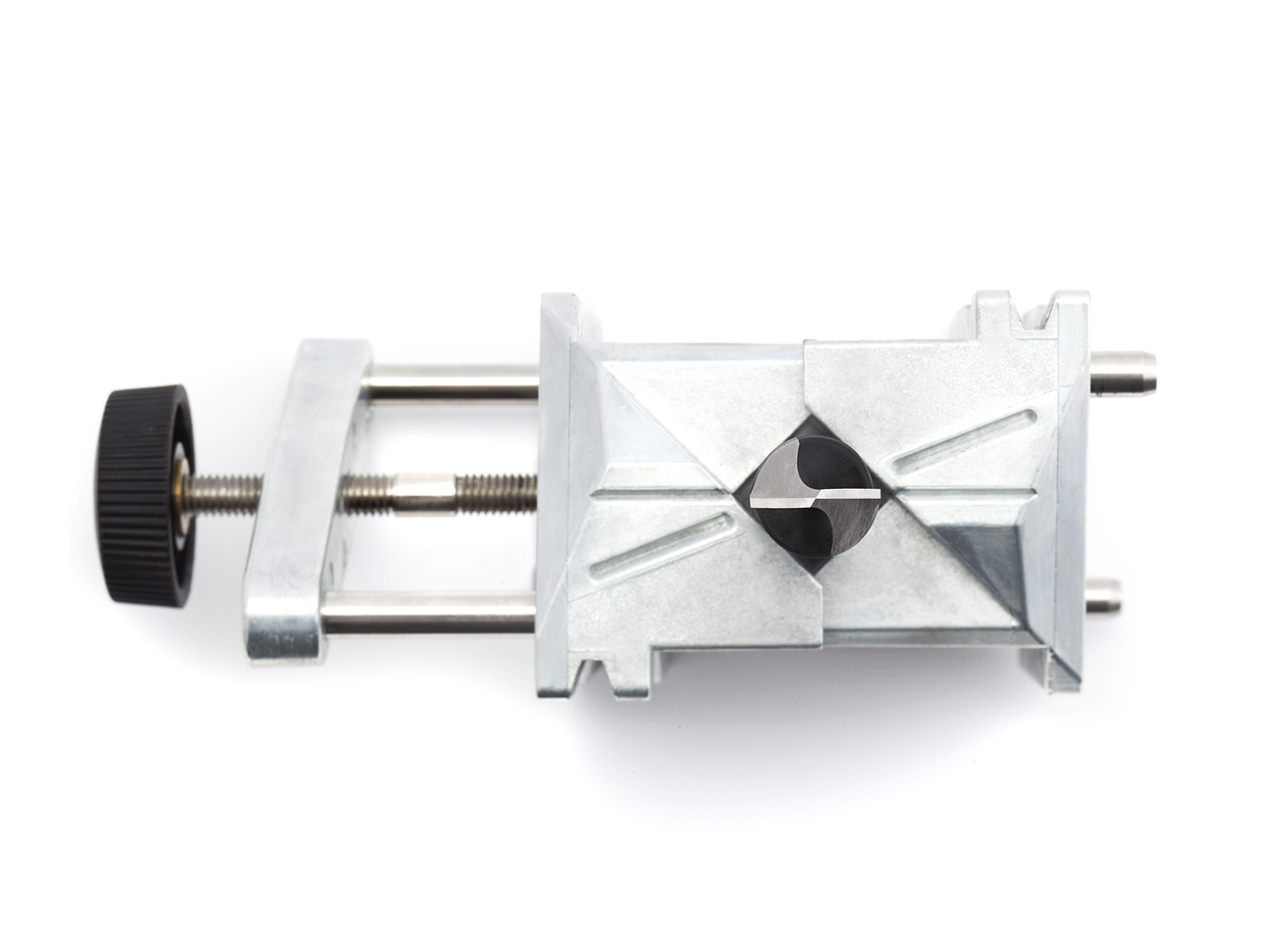
4-Facet point
 The chisel edge comes to a point and will not walk. Bores a round, straight hole with close tolerances.
The chisel edge comes to a point and will not walk. Bores a round, straight hole with close tolerances.
Các cạnh sắc luôn bằng nhau
 Hai lưỡi cắt được mài đối xứng và hoạt động đồng bộ hoàn hảo giúp kéo dài tuổi thọ của mũi khoan.
Hai lưỡi cắt được mài đối xứng và hoạt động đồng bộ hoàn hảo giúp kéo dài tuổi thọ của mũi khoan.
Làm sắc nét tất cả các góc điểm
 Nó có thể được mài và thiết lập bất kỳ góc nào từ 90 ° đến 150 °.
Nó có thể được mài và thiết lập bất kỳ góc nào từ 90 ° đến 150 °.
Góc khe hở tối ưu có thể được thiết lập theo từng yêu cầu khoan đến 7 °, 9 °, 11 ° hoặc 14 °.

Mài các mũi khoan từ 3–22 mm
 Một và cùng một giá đỡ khoan phù hợp với kích thước từ 3 mm (1/8 ") đến 22 mm (7/8"). Không cần thay đổi đầu kẹp.
Một và cùng một giá đỡ khoan phù hợp với kích thước từ 3 mm (1/8 ") đến 22 mm (7/8"). Không cần thay đổi đầu kẹp.
Tại sao 4-facet point lại có lợi như vậy so với điểm thông thường?
Nó làm giảm đáng kể lực cần thiết lên lõi của mũi khoan, tức là cạnh đục, làm giảm sự phát triển nhiệt và cho phép tăng lực lên các cạnh cắt. Nó mang lại cho mũi khoan sự cải thiện đáng kể về hiệu suất cắt.
Tại sao mũi khoan được mài bén trên máy Tormek có tuổi thọ cao hơn?
Nhờ 4-facet point và độ chính xác cao của việc mài bén - cả hai cạnh cắt đều được mài theo độ dài bằng nhau và đối xứng - giúp cho mũi khoan hoạt động hiệu quả và tuổi thọ của mũi khoan được kéo dài đáng kể.
Điều gì xác định một lỗ chính xác và thẳng?
4-facet point giúp cho mũi khoan tạo ra một lỗ thẳng và tròn với dung sai rất nhỏ. Điều quan trọng là cả hai cạnh cắt đều bằng nhau và được mài theo cùng một góc. Đây là yêu cầu cần thiết để hai mép làm việc như nhau và đảm bảo mũi khoan sẽ khoét một lỗ thẳng, không lớn hơn đường kính mũi khoan. Nếu không, cạnh dài hơn sẽ chịu phần lớn lực cắt, bị quá nhiệt và mòn nhiều hơn. Kết quả là mũi khoan sẽ nhanh chóng bị hỏng và ngừng hoạt động bình thường.
Cần phải có góc điểm nào?
Các mũi khoan thường có góc nhọn là 118 ° hoặc 130 °. Thép cứng và thép không gỉ yêu cầu góc lớn hơn. Ngoài ra, nhôm được khoan tốt nhất với góc nhọn lớn hơn. Khi khoan bằng thủy tinh, nguy cơ bị nứt khi mũi khoan đi qua vật liệu sẽ giảm với góc nhọn lớn hơn. Mũi khoan định tâm thường có góc nhọn 90 °.
Góc khoan có quan trọng không?
Việc lựa chọn góc khoan rất quan trọng đối với hiệu suất cắt và thời gian của mũi khoan. Góc thoát phoi tối ưu phụ thuộc cả vào đường kính khoan và vật liệu được khoan. Vật liệu cứng hơn yêu cầu mũi khoan có góc nhỏ hơn trong khi vật liệu mềm hơn có thể có góc lớn hơn. Máy khoan tiêu chuẩn có góc thoát phoi 11 ° và góc điểm 118 ° hoạt động tốt cho hầu hết các công việc khoan.
Làm cách nào để biết thép đã bị quá nhiệt khi sử dụng máy mài khô?
Quá nhiệt của thép thường không được chú ý, nhưng hậu quả là mũi khoan sẽ dễ bị cùn và có thể bị mẻ. Không giống như máy mài mũi khoan thông thường, máy mài Tormek mài bằng nước làm mát nhẹ nhàng trên thép.





19 Đường D3, Khu Dân Cư An Thiên Lý, Phường Phước Long, TP. Hồ Chí Minh, Việt Nam
Tel: 02866848386
Hotline: 0932731330
Email: sales@innsotech.com.vn



Mã hóa SSL an toàn





 Đá mài dao
Đá mài dao Bộ mài dao chuyên dụng
Bộ mài dao chuyên dụng Máy mài đa năng Tormek
Máy mài đa năng Tormek Máy mài dao cụ công nghiệp
Máy mài dao cụ công nghiệp Vật liệu nhám
Vật liệu nhám Chổi xử lý bề mặt
Chổi xử lý bề mặt Vật liệu đánh sọc inox
Vật liệu đánh sọc inox Đá mài đàn hồi
Đá mài đàn hồi Dụng cụ sửa đá mài
Dụng cụ sửa đá mài Đá mài truyền thống
Đá mài truyền thống Đá mài kim cương CBN
Đá mài kim cương CBN Bánh đánh bóng
Bánh đánh bóng Đá đánh bóng
Đá đánh bóng Chất đánh bóng
Chất đánh bóng Tay cầm và phụ kiện Foredom
Tay cầm và phụ kiện Foredom Máy đánh bóng Foredom
Máy đánh bóng Foredom Motor treo Foredom
Motor treo Foredom